文 | 吴正红
山东碧海包装材料有限公司副总经理
焊点——很小的点,很大的影响
人们常常关注,乳品企业有一台多么好的灌装机、一台多么好的杀菌机,这些品牌的设备能够保证乳制品达到一个不错的技术安全指标和营养指标。但是我们往往忽略,这些机器组成的乳品加工线上拥有大量的不锈钢管路系统,上面有许多管、泵、阀,因此将它们连接起来的焊接技术就尤为重要(图1)。重要到“自动焊”技术可以为乳品生产过程扫除质量盲区,成为一个关键的技术点。

图1 乳品企业拥有大量的不锈钢管路系统
在一个工程上,焊接口就有几万个,每个焊点都能成为一个质量风险点。我们和国内的一些乳企交流时发现,他们常常抱怨一条新的生产线前几年运行较好,品质很不错,但是几年后当新厂变为老厂时,就经常出现一些坏包,在某一季节如夏季的坏包率还很高。于是,工程师们采取管道的CIP清洗或高温蒸汽清洗,清洗过的设备品质有很大的改善,可用了一段时间之后,又会重复出现类似问题。
问题根结点在哪里呢?其实和设备关系不大,我们都使用了很好的设备,能够提供很稳定的品质,问题就出现在设备和设备之间的连接点或者管路系统的构架上,这一点确实很难排除、很难发现。
别小看焊接技术
国内和国际都有明确的标准要求
国内乳品GMP对设备之间的连接有很明确的要求(图2)。比如说产品接触面应表面光滑、易于清洗和消毒,食品接触面应平滑、无凹陷或裂缝,以减少食品碎屑、污垢及有机物的聚积。这些是乳品生产设备的技术性要求。

图2 国内乳品GMP要求
药品GMP指南上也提到(图3),由于对工艺中的关键焊接参数有更高的要求,轨道自动焊接被认为是一种主要的管路连接施工方法。焊接后通常采用内窥镜检查,GMP指南要求如果采用手工焊接,使用内窥镜的检查比例是100%;如果使用“自动焊”技术,只需做20%的抽检。
图3 药品GMP指南-2010版
之所以提起药品的要求,就是因为以惠氏乳业苏州工厂为例(图4),许多国际乳品企业已经秉承了“以制药的经验制造奶粉”的理念。在国外的一些地区,消费者购买奶粉的场所往往是药店,而不是商超,这就意味着很多乳企要用生产药品的标准去规范婴配粉的生产。

图4 惠氏营养品要求以制药的经验制造奶粉
欧盟早在1993年就认识到了“自动焊”的优势。欧洲卫生工程设计组织(EHEDG)是一个行业组织,它所制定的认证标准更高一些,且同行业内都会比较遵守EHEDG制定的技术规范。在《Doc 08 洁净设备设计标准》中,专门对焊接、轨道焊接、自动焊接提出了具体要求,要求对于管道工程来说,首选的方法是自动轨道焊接,因为它能够完成始终如一的高质量焊缝(图5)。而在其1993年制定的《Doc 09 符合洁净要求的焊接不锈钢管》中要求,在安装过程中,应尽可能使用轨道焊接,通常认为80%-90%的焊接可以用轨道焊接工完成,根据安装的等距图,一定程度的预计划将有助于更大限度地增加轨道焊接的焊缝数量,难以接近的焊缝应尽可能在工厂安装前在车间完成(图5)。由此可见,欧洲洁净设备早就要求100%实行“自动焊”,尽量避免手工焊接,这样既可以始终如一的保证质量,又可以有效减少人为施工过程中造成的质量风险。

图5 EHEDG标准对自动焊的要求
在我国,医药工程施工也是广泛执行“自动焊”的。虽然目前还没有国标强制要求执行,但是医药行业普遍已经这样操作。2015年,我国发布了《食品工业用不锈钢管道安装及验收规范》轻工行业标准(图6),明确标出“管子对管子或管道元件之间组合焊接时,如位置许可应优先采用自动设备焊接”。从乳业看,高质量的乳品离不开好的奶源,也离不开高质量的设备,因此施工工艺是很重要的,但往往受传统做法的影响,会被大家忽略掉。
图6 国家轻工行业标准要求优先采用自动焊接设备焊接
“自动焊”技术与手工焊接的比较
01手工焊后出现渗漏
图7是国内的某一个项目,该工程使用了一段时间后,在焊缝的位置发生了很严重的腐蚀,出现了漏点,肉眼可见从这个地方有很细的水珠流下来。
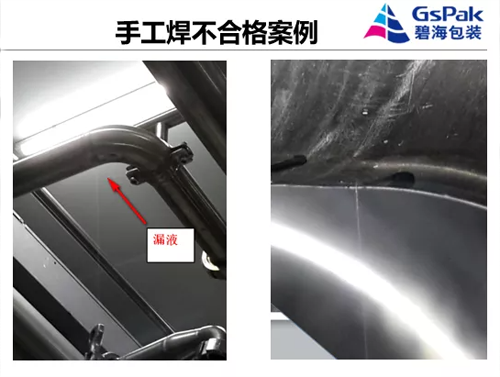
图7 手工焊接口出现渗漏
02手工焊后出现漏点
图8是某一个工程发现了很多这样的焊接漏洞,很明显是人工焊接施工过程中因多次焊接或者不熟练操作造成的。

图8 焊道出现漏点
03手工焊后焊缝未渗透,出现焊缝扭曲、焊疤
图9也是不良焊接的一个失败案例。有些焊接在外面看是融合的,是没问题的,但是使用内窥镜看里面,或者把管道剖开取样看,里面根本没有渗透,存在拼接缝隙,形成无法清洗的死角。
有些焊接氧化非常严重,已经破坏奥氏体不锈钢本体材质的耐腐性、光洁度,易出现滋生细菌、抗腐蚀下降的结果,这就是一个很严重的质量风险点,因为这里永远隐藏着细菌,不断的滋生细菌会影响很多批次的产品。

图9 焊缝未熔透等失败案例
04焊接不合格导致细菌滋生等问题
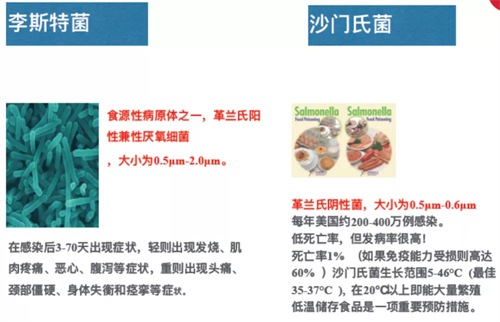
图10 焊口中容易存在的李斯特菌、沙门氏菌
在焊接不合格的位置,李斯特菌、沙门氏菌在反复污染着我们的产品。这两个菌种小至0.5微米(图10),而管道系统的Ra值(表面粗糙度值)国内基本要求在0.5-1.0微米。这意味着,如果细菌过小,细菌不仅存在于管道缝隙和焊口,也存在于管路系统的内表面。只有把表面打磨得更光滑,使管道系统的Ra值低于细菌大小,比如说达到0.5微米,细菌残留的几率才会更低。
理想的“自动焊”是什么样的?
理想的“自动焊”是:无裂纹或气孔,无台阶、无错边,无内部变色或电弧,无凹陷或凸起,无夹杂,表面粗糙度不增加,无相关的金相变化,无可见无咬边,无烧穿。
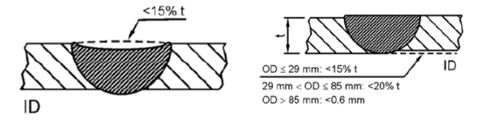
不管是医药级还是食品级,焊接都有国际通用的允收标准,比如《EHEDG Doc 35 食品加工行业不锈钢管的卫生焊接》中要求,焊缝的凹陷、错边有15%的允收标准,扭曲偏差在25%-75%,这些都是有据可查的。
图片
图11 焊缝的凹陷、错边有15%的允收标准

图12 扭曲偏差的国际允收标准在25%-75%
图13是“自动焊”下焊管内外表面的理想焊缝照片,它的缝隙是完全融合渗透的,没有气孔、没有台阶、没有错边,没有夹杂、没有凸起和凹陷,焊缝的鱼鳞片非常均匀,这就是“自动焊”用机器保证高质量焊缝的外观表现。

图13 “自动焊”下焊管内外表面的理想焊缝
如何实施理想的“自动焊”?
首先,不论是在现场施工部分,还是工厂预制部分,在管道设计的过程中,优先要考虑实施“自动焊”的流程。比如,需要自动焊接哪些管道,一个工程里哪些部位需要预制,哪些部位需要在现场完成。
其次,需要“自动焊”的焊接设备,同时需要焊接工艺工程师在现场指导施工作业。
再次,注意焊接时的细节操作。
举例1:焊接的弯头有短弯头、长弯头两种。短弯头一侧壁厚、一侧壁薄,因为在焊接的过程中在上沿和下沿涉及到材料的拉伸和堆积,所以上沿和下沿的壁厚应该有一点差别。

图14 焊接短弯头、长弯头的技术区别
这就要求自动焊接或手动焊接过程中,厚的一侧需要焊的时间更长一点,速度慢一点,给足够的热量让它融透;薄的一侧,需要少一点时间、少一点热量,以免造成烧坏或过度氧化。如果是长弯头,它有一个直管的部分,这部分就可以避免掉这种薄厚的差异,在自动化焊接时,把轨道焊接头加持在长弯头和焊管处转360度,就会非常均匀地完成点焊工作。这就是长光头和短弯头的区别技术细节。
举例2:焊接氧化,就是在焊接过程中,没有在焊缝的位置填充保护气而造成的。焊缝周围氧化后,破坏了不锈钢原有耐腐的晶间组织,在日积月累使用下,被氧化焊缝的析出碳化物就不断地掉到产品里。

图15 无气体保护的焊接
去年,某大集团乳企购买了一款磁性过滤器,专门吸附乳制品生产过程中的一些金属离子,用一段时间之后,磁性过滤器上吸附了很多黑色金属颗粒,我们充分怀疑这些颗粒是焊接不良的管路系统上掉落的碎屑。由于焊接时没有填充保护气体,造成氧化严重,根本不具备长时间抗腐蚀的要求。
正确的做法是:“自动焊”下,焊枪沿着焊缝360度旋转,同时在焊缝周围填充保护气体,保证即使在高温焊接下,也可以避免外焊缝的氧化;内管用一种堵头装置,填充内保护气,把氧气排除干净,来避免氧化。

图16 无气体保护的焊接
图16是EHEDG标准中的一个图谱,描述了气体含氧量(横坐标:5-300 ppm)和焊接时间(纵坐标:5-60秒)对外部焊接点内表面的影响。由此可见,如果使用氩气保护,把含氧量控制在很低的范围内,即使焊接时间很长,也不会有很大的氧化现象出现。除了欧盟标准,美国也有焊接氧化的允收标准,当然氧化导致的变色是越少越好(图17)。
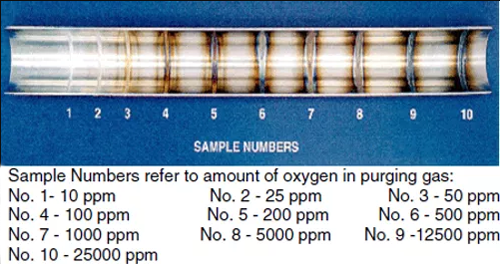
图17 美国焊接氧化的允收标准
小结
近几年,国家相继出台了乳品的一些相关政策,包括执行严谨的食品标准、严格的质量管控、严厉的处罚和严肃的问责,这些政策都在规范着乳品企业。而乳品企业要达到最合要求的生产水平,也需要设备企业提供达到国际水平的先进设备、先进工艺和良好的技术解决方案。“自动焊”技术就在细节处理上,助力乳企达到先进的生产水平。






